
Abstrak
Digestat anaerobik merupakan produk sampingan dari produksi biogas dan cocok untuk digunakan sebagai pupuk. Amonia dan karbon dioksida menyediakan digestat anaerobik dengan kapasitas penyangga dan senyawa-senyawa ini bertanggung jawab untuk mengatur pH amandemen organik tanah ini. Penelitian saat ini menggunakan pengumpulan data eksperimental dan teoritis untuk menilai kelayakan mengisolasi amonium bikarbonat dari matriks organik kompleks dengan kadar air 95% melalui prosedur distilasi konvensional. Digestat anaerobik merupakan campuran kompleks dan perilaku yang serupa diharapkan terjadi pada campuran non-ideal lainnya, seperti larutan etanol-air yang terkenal. Desain pengaturan distilasi batch klasik untuk menangani digestat anaerobik bergantung pada pemodelan pengoperasian kolom distilasi dengan campuran etanol-air, yang digunakan untuk menjelaskan secara awal hubungan antara daya pemanasan, laju didih, rasio refluks, dan efisiensi pemisahan. Data kesetimbangan yang diambil dari metode Aspen Plus® v12 dan McCabe–Thiele berhasil diterapkan untuk menentukan jumlah tahap minimum untuk mengisolasi amonium bikarbonat dan etanol dalam larutan berairnya masing-masing. Operasi pada refluks total dalam kolom distilasi dengan campuran etanol–air menghasilkan peningkatan efisiensi pemisahan seiring dengan peningkatan laju pemanasan. Operasi pada refluks maksimum diperlukan untuk mengambil kristal amonium bikarbonat murni dari digestat anaerobik. Dalam kasus larutan berair yang mencakup amonia dan karbon dioksida, optimalisasi dosis antibusa diperlukan untuk berhasil melakukan operasi, karena pembentukan busa yang berlebihan.
Perkenalan
Digestat anaerobik adalah material organik yang sangat termineralisasi yang diperoleh dari produksi biogas dengan memproses limbah organik, dan cocok untuk digunakan sebagai pupuk. 1 Meskipun demikian, penanganan dan penyimpanannya perlu dilakukan dengan hati-hati dan dalam kondisi khusus untuk menghindari emisi gas rumah kaca. 2 Baik NH 3 dan CO 2 , bersama dengan asam lemak volatil, menyediakan digestat anaerobik dengan kapasitas penyangga dan senyawa anorganik ini bertanggung jawab untuk menjaga pH yang stabil dalam pupuk organik yang tidak diolah. 1 Untuk mengembangkan pengolahan digestat anaerobik untuk isolasi NH 4 HCO 3 , campuran heterogen organik kompleks disederhanakan dengan menggunakan tiga komponen paling aktif (yaitu NH 3 , CO 2 , dan H 2 O), 3 seperti dalam reaksi berikut: NH 3 + CO 2 + H 2 O → NH 4 HCO 3 . Metode Nobel untuk isolasi amonium bikarbonat dapat digunakan secara sinergis untuk peningkatan biogas, 4 – 7 menghindari proses kompleks yang mencakup membran. 8 Penelitian ini menyelidiki kelayakan pemisahan NH4HCO3 dari suspensi berair, melalui distilasi, 9 , 10 dengan asumsi bahwa digestat anaerobik berperilaku serupa dengan campuran etanol-air yang tidak ideal. Pendekatan ini dapat mengatasi batasan yang ada untuk jumlah NH4HCO3 yang diisolasi dari digestat anaerobik (pemulihan hingga 80% dengan alat distilasi konvensional) 4 atau aliran biogas, yang memungkinkan penipisan total fase fluida dalam pabrik pencernaan anaerobik dan kristalisasi senyawa ini yang lebih efisien .
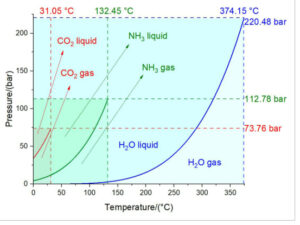
Gambar 1 menunjukkan profil tekanan uap untuk CO 2 , NH 3 dan H 2 O, dan melaporkan bahwa H 2 O mendidih pada suhu yang jauh lebih tinggi daripada gas lainnya untuk tekanan apa pun. Penting untuk mengklarifikasi bahwa baik CO 2 maupun NH 3 umumnya tidak dianggap sebagai uap karena keduanya tidak dapat dikondensasikan pada tekanan atmosfer di atas 0 °C. Sebaliknya, 4,28 dan 34,69 bar akan diperlukan untuk memiliki fase cair NH 3 dan CO 2 , masing-masing, pada 0 °C (Gbr. 1 ).
Gambar 1
Buka di penampil gambar
Presentasi PowerPoint
Diagram tekanan-suhu untuk CO 2 , NH 3 dan H 2 O hingga titik kritis (masing-masing 73,77 bar dan 31,05 °C, 112,78 bar dan 132,45 °C, dan 220,48 bar dan 374,15 °C). Data diambil dari Aspen Plus® v12 (Moure Abelenda, https://doi.org/10.5281/zenodo.10456810 ).
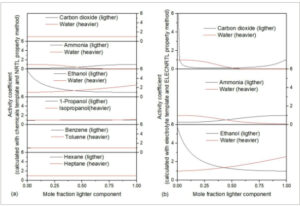
Kesulitan lain dalam mengoptimalkan pemisahan campuran CO 2 –NH 3 –H 2 O adalah kenyataan bahwa campuran heterogen yang kompleks ini tidak ideal. Campuran ideal adalah campuran yang perilakunya dapat diprediksi secara akurat oleh Hukum Raoult; 11 oleh karena itu, komponen campuran tersebut memiliki koefisien aktivitas mendekati 1. Contoh campuran yang umumnya dianggap ideal adalah heksana–heptana, benzena–toluena, dan 1-propanol–isopropanol. Di sisi lain, campuran etanol–air dianggap tidak ideal dan karena alasan ini diambil sebagai contoh untuk mengoptimalkan kelayakan pemisahan campuran CO 2 –NH 3 –H 2 O, dan kemungkinan pemulihan NH 4 HCO 3 dari digestat anaerobik. Gambar 2 membandingkan profil koefisien aktivitas untuk campuran heksana–heptana, benzena–toluena, 1-propanol–isopropanol, etanol–air, NH3 – H2O , dan CO2 – H2O . Untuk kedua komponen dari tiga campuran pertama, koefisien aktivitas dipastikan berada di sekitar 1 dengan mengambil data dari Aspen Plus® v12, menggunakan templat bahan kimia yang disediakan oleh paket simulasi dan model non-acak dua-cairan (NRTL) (Gbr. 2a ). Namun, deviasi yang lebih besar ditemukan untuk koefisien aktivitas komponen campuran etanol–air, NH3 – H2O , dan CO2 – H2O saat menggunakan templat bahan kimia dan model NRTL (Gbr. 2a ), dan templat elektrolit dan metode properti elektrolit non-acak dua-cairan (ELECNRTL) (Gbr. 2b ). Pendekatan ELECNRTL lebih cocok untuk larutan berair (Moure Abelenda, https://doi.org/10.5281/zenodo.10471756 ).
Gambar 2
Buka di penampil gambar
Presentasi PowerPoint
Koefisien aktivitas untuk campuran ideal (heksana–heptana, benzena–toluena, dan 1-propanol–isopropanol) dan campuran non-ideal (etanol–air, NH3 – H2O , dan CO2 – H2O ) ditentukan dengan Aspen Plus® v12 (Moure Abelenda, https://doi.org/10.5281/zenodo.10471756 ): (a) menggunakan templat bahan kimia dan model non-acak dua-cairan (NRTL); dan (b) menggunakan templat elektrolit dan metode properti elektrolit non-acak dua-cairan (ELECNRTL).
Model Aspen Plus® v12 tersedia di repositori ZENODO, termasuk: model untuk campuran biner etanol–air yang dihasilkan dengan bahan kimia templat dan menggunakan metode properti ideal dan UNIFAC; diagram tekanan–suhu CO 2 , NH 3 dan H 2 O hingga titik kritis; dan model campuran terner CO 2 –NH 3 –H 2 O yang dihasilkan dengan templat elektrolit dan menggunakan metode properti ELECNRTL, ideal dan UNIFAC (Moure Abelenda, https://doi.org/10.5281/zenodo.10456810 ). Koefisien aktivitas juga sudah tersedia untuk campuran ideal (heksana–heptana, benzena–toluena, dan 1-propanol–isopropanol) dan campuran non-ideal (etanol–air, NH3 – H2O , dan CO2 – H2O ) , yang ditentukan menggunakan templat kimia dan model NRTL, serta templat elektrolit dan metode properti ELECNRTL (Moure Abelenda, https://doi.org/10.5281/zenodo.10471756 ). Repositori ZENODO juga berisi spreadsheet Microsoft® Excel yang mengumpulkan data untuk menyetel variabel (daya pemanasan, laju didih, dan rasio refluks) untuk memberikan contoh kondisi terbaik untuk pemisahan campuran non-ideal etanol dan air (Moure Abelenda, https://doi.org/10.5281/zenodo.10525154 ).
Untuk penelitian saat ini yang bertujuan merancang sistem untuk mengisolasi NH4HCO3 dari digestat anaerobik, pemrosesan campuran etanol–air juga dinilai, untuk memodelkan beberapa hubungan antara jenis operasi (batch atau kontinyu), jumlah tahap kolom distilasi, daya pemanas, penurunan tekanan dalam kolom, rasio refluks, laju didih dan efisiensi pemisahan. Desain adaptasi alat penyulingan, yang digunakan untuk mengisolasi dan memanen NH4HCO3 dari digestat anaerobik dengan mudah , 4 , 7 menyiratkan pemodelan empiris kinerja kolom distilasi yang memproses campuran etanol–air yang tidak ideal.
Bahan dan metode
Benchmarking distilasi campuran etanol–air
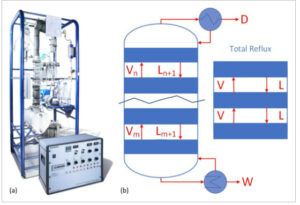
Hubungan variabel (yaitu daya pemanas, laju didih, rasio refluks dan efisiensi pemisahan) untuk pemisahan campuran etanol-air dievaluasi dengan kolom distilasi UOP3 dari Armfield Ltd, 12 yang ditunjukkan pada Gambar 3. Kolom distilasi UOP3 (Gambar 3a ) terdiri dari kolom pelat saringan berdiameter 50 mm yang terbuat dari dua bagian kaca, masing-masing berisi empat pelat saringan. 13 Setiap pelat dipegang oleh penopang dan batang pusat dan dilengkapi dengan bendung dan downcomer untuk membuat segel cairan antara tahap yang berurutan. Kolom dipisahkan oleh bahan baku pusat dan disusun secara vertikal untuk aliran uap-cair arus berlawanan. Juga dipasang dalam rangka baja tubular yang dilas adalah: reboiler 12 L; dua tangki pengisian 5 L; pompa pengisian tipe peristaltik; kondensor; tangki produk bawah dan atas; dekanter; katup refluks; bejana dosis azeotropik; pompa vakum; dan semua instrumentasi yang sesuai. 13 Reboiler yang terletak di dasar kolom terbuat dari baja tahan karat 316 dan dilengkapi elemen pemanas tipe perendaman tahan api. Distilasi batch atau kontinyu dapat dilakukan menggunakan reboiler ini. Dalam operasi kontinyu, produk dasar dapat diambil dari reboiler dan memungkinkan untuk memanaskan terlebih dahulu umpan kolom dengan mengarahkan umpan melalui kumparan spiral di pendingin dasar, tempat panas dipindahkan dari aliran produk yang meninggalkan reboiler pada titik didih. 13 Dengan umpan dingin langsung ke kolom, produk dari reboiler didinginkan di pendingin produk dasar, dengan mengalirkan air dingin melalui kumparan spiral. Tidak ada produk dasar yang diambil untuk operasi batch, dan reboiler dapat diisi dengan muatan awal campuran biner. Sebuah sensor di dalam reboiler melindungi elemen pemanas dari panas berlebih karena level cairan operasi yang rendah, dan kaca penglihatan memungkinkan pengamatan di dalam reboiler. 13Campuran umpan dari salah satu tangki umpan dapat dipompa ke dasar, tengah, atau atas kolom distilasi. Uap dari atas kolom mengalir ke kondensor koil-dalam-cangkang berpendingin air, dengan cangkang yang dilengkapi katup pelepas tekanan untuk melindungi sistem jika terjadi penyumbatan ventilasi dan kegagalan air pendingin. Air pendingin masuk ke kondensor pada laju yang diatur melalui rotameter dan laju aliran dikontrol oleh katup diafragma. Pasokan air pendingin dihubungkan ke nosel saluran masuk yang berfungsi sebagai pompa vakum, jika diperlukan operasi pada tekanan rendah. Kondensat dikumpulkan dalam dekanter kaca (pemisah fase), yang dilewati untuk eksperimen distilasi dengan campuran etanol-air. Kondensat dari saluran keluar kondensor mengalir langsung melalui dekanter ke saluran masuk katup refluks, baik kembali ke bagian atas kolom atau ke bejana pengumpul produk bagian atas. Ketika diarahkan ke kolom, refluks melewati katup yang digunakan untuk mengukur laju didih saat menguras segel U. Suhu dalam sistem dipantau oleh 14 sensor termokopel, yang ditempatkan pada posisi strategis dalam sistem. Delapan termokopel berada di kolom distilasi untuk mengukur suhu cairan pada setiap pelat saringan. 13 Pengolahan digestat anaerobik dengan kolom distilasi tidak dicoba karena peralatan ini tidak lulus penilaian risiko untuk penanganan limbah organik. Secara khusus ada kekhawatiran tentang kebocoran senyawa volatil dan kelayakan membersihkan kolom setelah operasi.
Gambar 3
Buka di penampil gambar
Presentasi PowerPoint
(a) Kolom distilasi UOP3 dari Armfield Ltd 12 dengan delapan pelat saringan plus reboiler dan kondensor, digunakan untuk mengevaluasi pemisahan campuran biner etanol–air yang tidak ideal. (b) Skema operasi kolom distilasi pada refluks parsial dan refluks total.
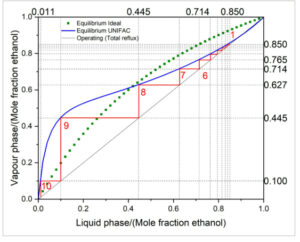
Gambar 4(b) berisi dua skema yang menggambarkan pengoperasian kolom pada refluks parsial dan total. Garis operasi untuk kolom distilasi pada refluks parsial dapat diperoleh dengan menerapkan neraca massa pada reboiler dan kondensor, seperti yang dijelaskan oleh y n = L n / V n ∙ x n +1 + D / V n ∙ x D dan y m = L m / V m ∙ x m +1 + B / V m ∙ x B . Demikian pula, pengoperasian kolom pada refluks total dapat dimodelkan dengan y n = x n +1 , yang diperoleh dengan menerapkan neraca massa pada luas penampang dalam kondisi tunak: laju alir setiap komponen yang bergerak ke atas bersama uap sama dengan laju alirnya yang bergerak ke bawah bersama cairan yang meresap. Pengoperasian pada refluks total diperlukan untuk menentukan jumlah tahap minimum untuk mencapai pemisahan tertentu, karena semakin banyak cairan yang mengalir ke bawah kolom yang bersentuhan dengan uap yang bergerak ke atas, semakin sedikit pelat yang diperlukan untuk memungkinkan perpindahan massa. Dari sudut pandang grafis penyelesaian persamaan operasi dan kesetimbangan (Gbr. 4 ), garis diagonal diagram kesetimbangan ( y n = x n +1 ) memungkinkan perhitungan jumlah pelat minimum, karena ada lebih banyak ruang antara garis kesetimbangan dan garis operasi, maka lebih sedikit langkah yang diperlukan untuk mencapai pemisahan tertentu. Metode McCabe–Thiele menyiratkan resolusi simultan grafis persamaan operasi dan kesetimbangan untuk pengaturan dan campuran tertentu, masing-masing. Gambar 4 menunjukkan jumlah tahap minimum yang dihitung dengan metode McCabe–Thiele untuk pemisahan campuran etanol–air, dimulai dengan larutan berair 1 mol% etanol dalam reboiler dan mencapai 85 mol% dalam kondensat, yang mendekati azeotrop. 14 , 15 Gambar 4 menunjukkan bahwa minimal 10 tahap diperlukan untuk mencapai pemisahan campuran etanol–air, dan ini setara dengan kolom distilasi UOP3 dari Armfield Ltd, 12 karena peralatan ini memiliki delapan pelat ditambah reboiler dan kondensor.
Gambar 4
Buka di penampil gambar
Presentasi PowerPoint
Metode McCabe–Thiele diterapkan pada campuran biner non-ideal etanol–air untuk menghitung jumlah tahap minimum yang diperlukan untuk pemisahan campuran dengan 1,1 mol% etanol, untuk mendapatkan distilat 85 mol% etanol. Data kesetimbangan untuk etanol–air diperoleh dengan templat Chemicals dari Aspen Plus® v12 dan metode properti Ideal dan UNIFAC (Moure Abelenda, https://doi.org/10.5281/zenodo.10456810 ).
Karena jumlah pelat asli yang dibutuhkan untuk pemisahan tertentu lebih besar daripada jumlah pelat teoritis, seperti yang diberikan oleh data kesetimbangan dan metode McCabe–Thiele, efisiensi pemisahan tipikal (yaitu pelat teoritis dibagi dengan pelat asli, dinyatakan dalam persentase) kolom industri akan menjadi sekitar 60%. Penting untuk menyoroti bahwa hubungan sebaliknya juga berlaku: untuk kolom atau pengaturan distilasi tertentu, peningkatan kemurnian distilat berarti peningkatan efisiensi pemisahan campuran.
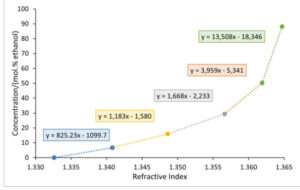
Karakterisasi kandungan etanol dalam larutan berair dilakukan dengan mengukur indeks bias dengan Reichert™ Handheld Digital Refractometer dan menerapkan kurva kalibrasi pada Gambar 5. Metode indeks bias kurang diterima untuk mengkarakterisasi campuran etanol–air karena tidak ada perbedaan untuk konsentrasi di bawah dan di atas 90 mol%.16 Atas alasan ini, mungkin lebih baik untuk mengukur densitas larutan berair dan menemukan kandungan etanol dalam tabel yang mengorelasikan variabel-variabel ini, menggunakan interpolasi linier jika nilai pastinya tidak dilaporkan.17 Untuk penelitian ini, kurva kalibrasi pada Gambar 5 masih berlaku dengan mempertimbangkan bahwa hanya larutan berair dengan konsentrasi etanol lebih rendah daripada azeotrop (90 mol% etanol) 14 , 15 yang digunakan sebagai standar, dan dengan mempertimbangkan bahwa kolom distilasi UOP3 dari Armfield Ltd12 tidak akan mencapai konsentrasi etanol di atas 90 mol%. 14 , 15 Mengingat banyaknya variasi dan konfigurasi yang direncanakan untuk diuji dalam kolom distilasi dan alat penyulingan untuk memproses campuran non-ideal etanol–air dan NH 4 HCO 3 -digestat, satu replikasi tunggal dilakukan untuk setiap percobaan dan statistik deskriptif digunakan untuk mengidentifikasi, melalui inspeksi visual, perbedaan signifikan dalam tren data yang dikumpulkan dari pekerjaan eksplorasi ini.
Gambar 5
Buka di penampil gambar
Presentasi PowerPoint
Kurva kalibrasi (sampai azeotrop 90 mol% etanol) 12 – 15 digunakan untuk menentukan kandungan etanol di produk atas dan bawah kolom distilasi UOP3 Armfield Ltd 12 yang memproses campuran biner non-ideal etanol–air.
Benchmarking distilasi NH4HCO3 – digestat
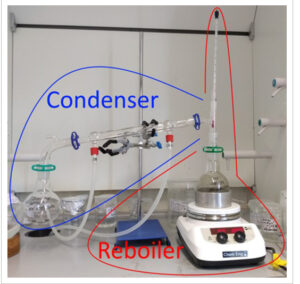
Kondisi tetap dan sementara dievaluasi untuk isolasi NH4HCO3 dari digestate agrowaste (AWD) dan digestate limbah makanan (FWD) dengan peralatan pada Gambar 6 , yang memiliki tiga tahap nyata (yaitu reboiler, tetesan dari termometer dan kondensor). Ini adalah digestate anaerobik dengan kandungan nitrogen amoniak (NH4 + -N) yang berbeda , seperti yang dilaporkan dalam penelitian sebelumnya. 20 – 25
Gambar 6
Buka di penampil gambar
Presentasi PowerPoint
Peralatan yang digunakan untuk mengisolasi NH4HCO3 dari digestat anaerobik dengan proses desorpsi–penyerapan–pengendapan (distilasi reaktif).18 , 19 Sistem distilasi batch konvensional ini terdiri dari reboiler, dengan pelat pemanas keramik dengan pengaduk magnetik dalam labu alas bulat ( RB ) 250 mL dengan 80 mL digestat anaerobik dan kondensor Liebig, dengan labu RB 250 mL pada suhu ruangan untuk menampung distilat. Peralatan ini dipasang di dalam lemari asam, mengikuti peraturan kesehatan dan keselamatan Universitas Lancaster.
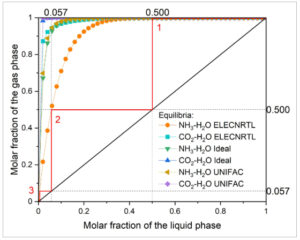
Jumlah tahap ini sesuai dengan hasil perhitungan teoritis menurut metode McCabe–Thiele (Gbr. 7 ). Darde dkk . 27 juga mempertimbangkan pendekatan McCabe–Thiele untuk memodelkan operasi penyerap CO 2 dengan larutan berair 7,8 wt% NH 3 . Penting untuk mengklarifikasi bahwa, untuk studi saat ini, data kesetimbangan pada Gbr. 7 diambil dari Aspen Plus® v12 (templat elektrolit) dengan metode properti ELECNRTL, Ideal, dan UNIFAC untuk campuran NH 3 –H 2 O, dan CO 2 –H 2 O (Moure Abelenda, https://doi.org/10.5281/zenodo.10456810 ). Metode properti ELECNRT didefinisikan oleh Aspen Plus® sebagai serbaguna dan mampu menangani konsentrasi zat terlarut yang sangat rendah dan tinggi dalam sistem berair dan pelarut lainnya, 28 , 29 dan dianggap sebagai pendekatan yang paling sesuai untuk memodelkan kesetimbangan fisikokimia sistem CO 2 –NH 3 –H 2 O. Seperti yang ditunjukkan pada Gambar 7 , hambatan untuk perhitungan jumlah minimum tahap teoritis diberikan oleh data kesetimbangan untuk NH 3 –H 2 O (ELECNRTL), karena kurva ini lebih dekat ke garis operasi (diagonal) diagram kesetimbangan, maka lebih banyak tahap dapat digambar dengan warna kuning. Data kesetimbangan lainnya, ditunjukkan pada Gambar 7 , tidak dipertimbangkan untuk metode McCabe–Thiele yang diterapkan pada CO 2 –NH 3 –H 2 O, karena mereka akan memberikan jumlah tahap minimum yang lebih rendah untuk pemisahan campuran NH 4 HCO 3 –H 2 O. Data kesetimbangan NH3 – H2O ELEKTRTL (Gbr. 7 ) dianggap mengisolasi NH4HCO3 , seolah-olah senyawa ini berperilaku seperti cairan. Asumsi ini mengabaikan bahwa CO2 dan NH3 umumnya dianggap sebagai gas yang tidak dapat terkondensasi, yang kesetimbangannya dengan air diberikan oleh hukum Henry, 30 tidak seperti uap yang dapat terkondensasi, yang lebih baik diatur oleh hukum Raoult.15,31 Inilah sebabnya mengapa proses ini dianggap sebagai distilasi reaktif18,19 atau bahkan lebih akurat sebagai proses desorpsi-absorpsi-deposisi. Fakta bahwa NH3 lebih larut dalam air (yaitu kurang mudah menguap) daripada CO2 dapat dilihat pada Gambar 7 , dengan data kesetimbangan lebih dekat ke garis operasi diagonal pada refluks total dan konstanta volatilitas Henry lebih rendah dibandingkan dengan CO 2 . 30
Gambar 7
Buka di penampil gambar
Presentasi PowerPoint
Keseimbangan uap-cair untuk sistem NH 3 –H 2 O, dan CO 2 –H 2 O dengan data yang diambil dari Aspen Plus® v12 dengan metode properti ELECNRTL, Ideal, dan UNIFAC (Moure Abelenda, https://doi.org/10.5281/zenodo.10456810 ). Perhitungan jumlah minimum pelat teoritis (3) dengan metode McCabe–Thiele untuk memungkinkan pembentukan kristal NH 4 HCO 3 di bagian atas pengaturan batch, dengan asumsi refluks total (garis operasi diagonal) dan komposisi awal digestat anaerobik sebesar 2 mol% NH 3 . 26
Hasil
Distilasi etanol-air pada refluks total dengan beberapa daya pemanas
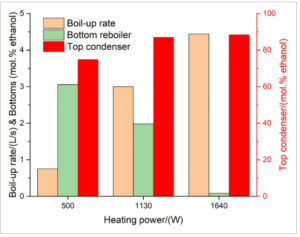
Pengoperasian kolom distilasi UOP3 dari Armfield Ltd 12 dengan campuran etanol–air dalam mode batch pada refluks total membantu dalam eksplorasi kondisi model yang mungkin cocok untuk isolasi NH4HCO3 dari digestat anaerobik. Seperti yang diharapkan, Gambar 8 menunjukkan bahwa peningkatan daya pemanas yang diterapkan pada reboiler menyebabkan peningkatan laju didih. Menariknya, peningkatan daya pemanas juga meningkatkan efisiensi pemisahan (Gambar 8 ) , saat beroperasi pada refluks total. Dalam literatur sering ada kesepakatan tentang fakta bahwa rasio refluks yang lebih besar meningkatkan efisiensi pemisahan campuran biner non-ideal etanol–air; meskipun demikian ini juga terkait dengan waktu distilasi yang lebih lama dan konsumsi daya. 32-35 Saat beroperasi pada refluks total, mungkin saja untuk menerapkan perangkat pengambilan sampel distilat di bagian atas kolom distilasi, yang akan memungkinkan kita untuk memanfaatkan hubungan terbalik antara konsumsi daya dan waktu yang diperlukan untuk menyelesaikan proses distilasi batch. Perlu dicatat bahwa Gambar 8 menunjukkan konsumsi daya sebagai variabel independen dan, dalam kondisi tertentu, ini berkorelasi terbalik dengan waktu yang diperlukan untuk mencapai pemisahan tertentu melalui distilasi. 32 , 35 Langkah berikutnya yang diikuti untuk karakterisasi kondisi model adalah sedikit mengurangi rasio refluks, dengan mengubah pengaturan pengatur waktu refluks, yang menggunakan siklus 20 detik; ini menyiratkan bahwa selama 19 detik kondensat dikirim kembali ke kolom dan selama 1 detik kondensat diambil dari tangki produk atas (19:1).
Gambar 8
Buka di penampil gambar
Presentasi PowerPoint
Kinerja kolom distilasi UOP3 Armfield Ltd 12 yang beroperasi dalam mode batch pada refluks total dengan campuran etanol–air: ketergantungan laju didih, komposisi dasar dan komposisi distilat pada daya pemanasan.
Distilasi etanol-air dengan refluks parsial dan beberapa daya pemanas
Gambar 9 menunjukkan tren yang ditemukan untuk model distilasi campuran biner non-ideal etanol–air dalam kolom distilasi UOP3 dari Armfield Ltd, 12 ketika rasio refluks adalah 19:1. Seperti yang diantisipasi, laju didih meningkat dengan daya pemanasan reboiler (Gbr. 9a ). Namun, tidak jelas apakah efisiensi pemisahan lebih besar pada daya pemanasan yang lebih rendah (Gbr. 9b dan c ). Perlu dicatat bahwa tren yang berbeda ketika pengaturan daya pemanasan dicapai meningkat dan menurun, meskipun satu jam operasi batch diperbolehkan untuk kolom distilasi mencapai kesetimbangan termal, yang mempengaruhi perpindahan massa dan efisiensi pemisahan (Gbr. 9d ). Coelho et al . 35 menemukan bahwa satu jam cukup untuk melewati keadaan transien dan memenuhi kondisi stasioner, dalam hal profil suhu dalam kolom distilasi delapan tahap. Perlu dicatat bahwa kolom mereka, bagaimanapun, lebih pendek dan dengan reboiler 5 L, yang merupakan setengah dari ukuran UOP3 Armfield Ltd, 12 yang digunakan dalam penyelidikan saat ini.
Gambar 9
Buka di penampil gambar
Presentasi PowerPoint
Kinerja kolom distilasi UOP3 dari Armfield Ltd 12 dengan campuran etanol-air, yang beroperasi dalam mode batch pada refluks parsial 19:1, menggunakan pendekatan ramp-up dan ramp-down untuk mendapatkan daya pemanasan yang diinginkan dan memberikan waktu 1 jam untuk mencapai kesetimbangan pada setiap kondisi. Karakterisasi dampak daya pemanasan pada: (a) laju didih; (b) komposisi atas; (c) komposisi bawah; dan (d) profil suhu di seluruh kolom.
Efisiensi pemisahan yang tinggi diperoleh pada daya pemanas rendah, ketika berasal dari suhu tinggi (yaitu menurun), dan efisiensi pemisahan yang tinggi diperoleh pada daya pemanas tinggi, ketika berasal dari suhu rendah (yaitu meningkat) (Moure Abelenda, https://youtu.be/PzfxwMuBq34 ). Ini menyiratkan bahwa kondisi terbaik untuk meningkatkan efisiensi pemisahan adalah keadaan transien, sebelum mencapai operasi batch yang stabil. Profil kondensat yang berbeda ini juga dapat dijelaskan dengan meningkatkan atau menurunkan tugas panas .
mpleks aliran fluida, massa, dan perpindahan panas di kolom dan sekitarnya.
Daya pemanasan sementara untuk distilasi NH 4 HCO 3 –digestat
Kondisi transien ini dikonfirmasi menjadi yang terbaik untuk mencapai pengendapan NH 4 HCO 3 di bagian atas penyuling, ketika memproses FWD pada suhu rendah (<60 °C). 4 Di sisi lain, pemrosesan pada suhu yang lebih tinggi diperlukan untuk melepaskan NH 4 HCO 3 dari AWD, karena kandungan NH 4 + -N yang lebih rendah (<1 g/L) dibandingkan dengan FWD (>4 g/L). 25 Gambar 10(a) menunjukkan hasil pembentukan busa yang berlebihan ketika menargetkan suhu 90 °C untuk distilasi AWD untuk mengisolasi NH 4 HCO 3 . Selain fakta bahwa melakukan distilasi digestat anaerobik pada suhu tinggi tidak dapat dikontrol karena pembentukan busa yang berlebihan, posisi termometer dalam pengaturan distilasi batch klasik (Gbr. 6 ) tidak membantu karena mengukur suhu gas atau uap yang menguap; oleh karena itu, pembacaan termometer tidak mewakili suhu didih digestat anaerobik. Perlu dicatat bahwa desain konvensional ini, yang memperbaiki posisi bohlam termometer di bagian atas alat penyuling, sesuai dengan saran yang diberikan oleh Royal Society of Chemistry ( https://www.youtube.com/watch?v=R64pHuh_49o&t=1s ), yang menunjukkan bahwa uap harus melewati, melalui kepala alat penyuling dan ke kondensor, untuk estimasi titik didih yang akurat. Investigasi saat ini menemukan bahwa inersia sistem, bersama dengan perilaku campuran kompleks AWD dengan NH 4 + -N rendah, membuat operasi sangat sulit untuk dikontrol secara stabil tanpa penambahan antibusa. Gambar 10(b) juga menunjukkan modifikasi yang diterapkan untuk mengukur suhu digestat anaerobik secara langsung. Meskipun merendam termometer dalam digestate bertujuan untuk meningkatkan pengendalian sistem, sulit untuk membaca suhu karena label skala tidak terlihat dengan jelas, khususnya di atas 60 °C, saat busa mulai muncul. Modifikasi ini masih dianggap dapat meningkatkan pemanenan kristal NH4HCO3 di ruang atas (Moure Abelenda, https://youtu.be/C2PfTHEDVf0 ); namun , pendekatan ini tidak seefektif pendekatan penggabungan distilasi dengan saringan molekuler gel silika untuk tujuan pemisahan campuran . 32

Gambar 10
Buka di penampil gambar
Presentasi PowerPoint
(a) Kegagalan dalam mengoperasikan pengaturan distilasi batch dengan 80 g AWD akibat pembentukan busa yang berlebihan. (b) Modifikasi peralatan untuk mengukur langsung suhu AWD dalam labu bulat (RB) 250 mL, dengan cara merendam termometer, daripada membiarkannya berada di jalur gas yang menguap.
Dosis antibusa untuk mengendalikan distilasi NH4HCO3 – digestasi
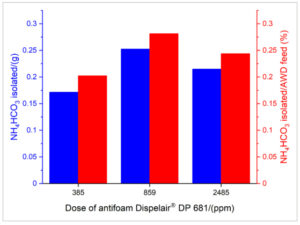
Penggunaan antibusa diperlukan untuk pengoperasian dalam kondisi tertentu (misalnya pemrosesan AWD pada suhu di atas 60 °C). Untuk alasan ini, dosis antibusa dioptimalkan untuk memungkinkan proses distilasi dan pemulihan NH 4 HCO 3 dari AWD, sambil tetap meminimalkan biaya dan mencegah kontaminasi AWD dengan bahan kimia yang mungkin memiliki efek negatif pada tanah dan pertumbuhan tanaman. Gambar 11 menunjukkan hasil pengoptimalan dosis agen antibusa Dispelair® DP 681 3281L untuk distilasi AWD. Karena tidak mungkin untuk memulihkan kristal NH 4 HCO 3 secara langsung , supersaturasi distilat dicapai dengan mendinginkannya pada suhu 3 °C, menambahkan aseton sebagai antipelarut dan mengendap semalaman. 5 Massa NH 4 HCO 3 kemudian dipulihkan dengan penyaringan dan pengeringan pada suhu kamar. Kelebihan dosis antibusa ditemukan di atas 2500 ppm, karena zat kimia ini tetap menempel pada dinding tabung RB, bukannya tercampur dengan baik dengan AWD (Moure Abelenda, https://youtu.be/XbPAaeBloc0?si=lS_4V0-Aa8yf2IBP ). Penting untuk disebutkan bahwa pengadukan yang lembut (<100 rpm) juga diperlukan untuk meminimalkan pembentukan busa. 4
Gambar 11
Buka di penampil gambar
Presentasi PowerPoint
Optimalisasi dosis antibusa Dispelair® DP 681 3281L untuk distilasi 85–90 g AWD pada suhu di atas 95 °C (Moure Abelenda, https://www.youtube.com/watch?v=VgAddxXvxOA ).
Diskusi
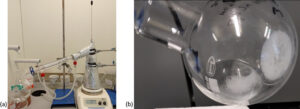
Kontrol yang baik dari distilasi digestat anaerobik dicapai dengan isolasi gelas dengan aluminium gelembung reflektif ganda, untuk menghindari kehilangan panas dan memastikan keseimbangan dan perpindahan massa yang lebih baik di seluruh alat penyulingan, hingga kondensor dengan air mengalir dari keran pada 8 °C (Gbr. 12a ). Meskipun isolasi memiliki ketidaknyamanan dalam mengurangi visibilitas (Moure Abelenda, https://youtu.be/C2PfTHEDVf0 ), yang mencegah pemantauan ketat dari distilasi (Moure Abelenda, https://www.youtube.com/watch?v=kYp2UtX5W9A ), itu juga mengurangi kebutuhan untuk antibusa. Draf dari lemari asam meningkatkan kehilangan panas dari pengaturan distilasi (Gbr. 6 ), tetapi penggunaan kabinet ini diperlukan untuk melakukan distilasi NH 3 dan senyawa volatil lainnya dengan aman. Cara yang paling mudah untuk mengurangi AWD adalah dengan memproduksi distilat pekat (sekitar 50 g NH4HCO3 / L ), karena hasil dari memperoleh kristal murni secara langsung lebih rendah (Moure Abelenda, https://youtu.be/C2PfTHEDVf0 ) . Kuantifikasi kristal NH4HCO3 yang diisolasi dari distilat atau kondensat dengan pendinginan pada suhu 3 °C dan presipitasi yang diinduksi aseton (Gbr. 12b ) tidak mudah, karena stabilitas senyawa anorganik ini rendah (Moure Abelenda, https://youtu.be/-wsa1KUQFVw ). 5 , 36
Gambar 12
Buka di penampil gambar
Presentasi PowerPoint
(a) Peralatan distilasi konvensional yang diisolasi dengan busa aluminium gelembung reflektif ganda hingga kondensor Liebig, yang dioperasikan dengan air mengalir pada suhu antara 8 dan 80 °C. (b) Kristal NH4HCO3 yang dihasilkan dalam distilat dikumpulkan dalam labu RB 250 mL dengan pendinginan pada suhu 3 °C dan penambahan aseton.
Gambar 13 menunjukkan bahwa kristal NH4HCO3 dapat diisolasi secara langsung dengan pengaturan batch sederhana, dengan memproses FWD pada daya pemanasan atau laju didih yang sangat rendah. Meskipun isolasi memastikan pengendalian sistem yang lebih baik, yang dapat digunakan untuk mencegah kontaminasi padatan NH4HCO3 oleh pembentukan busa yang berlebihan, menjaga permukaan gelas tetap hangat mencegah kristalisasi NH4HCO3 ( Moure Abelenda, https://www.youtube.com/watch?v=7u8M5-pyDec ), karena tidak ada kondensasi gas secara tiba – tiba yang akan terjadi saat gas – gas ini bersentuhan dengan gelas dingin.
Gambar 13
Buka di penampil gambar
Presentasi PowerPoint
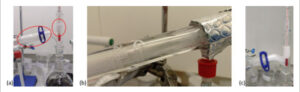
(a – c) Kristal putih 37 NH 4 HCO 3 terbentuk di leher dudukan termometer dan kondensor Liebig (Moure Abelenda, https://www.youtube.com/watch?v=7u8M5-pyDec ).
Peralatan ini dimodifikasi untuk beroperasi pada refluks total (Gbr. 14 ) dan, berpotensi, lebih meningkatkan efisiensi pemisahan, seperti yang ditemukan sebelumnya untuk operasi larutan etanol–air model dalam kolom distilasi UOP3 dari Armfield Ltd (Gbr. 3 ) . 12 Efisiensi pemisahan yang lebih baik diperoleh pada refluks maksimum tetapi tidak pada refluks total, seperti yang dapat dilihat dengan membandingkan jumlah kristal NH4HCO3 yang menempel pada peralatan gelas saat kondensor Liebig dalam posisi horizontal (Gbr. 13 ) dan yang dihasilkan saat kondensor dalam posisi vertikal untuk refluks total (Gbr. 14 ).
Gambar 14
Buka di penampil gambar
Presentasi PowerPoint
(a, b) Kristal NH 4 HCO 3 di pintu masuk kondensor Liebig, digunakan dalam posisi vertikal untuk memungkinkan refluks total.
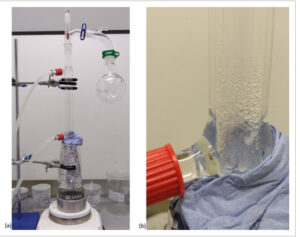
Gambar 15 menunjukkan modifikasi lain dari pengaturan distilasi batch tanpa kondensor Liebig dan menggunakan busa aluminium gelembung reflektif ganda untuk menutupi peralatan gelas, untuk menciptakan gradien suhu dan menemukan tempat terbaik untuk memungkinkan kristalisasi NH 4 HCO 3 . Idealnya, kristal NH 4 HCO 3 akan menempel di dinding labu RB; karenanya, pupuk anorganik dapat dengan mudah dipanen dan dipulihkan. Namun, sebagian besar kristal ditemukan di sambungan siku (Gbr. 15 ), yang dipertahankan pada suhu yang sedikit lebih tinggi daripada suhu labu RB di bagian tepi, karena adanya isolasi termal.

Gambar 15
Buka di penampil gambar
Presentasi PowerPoint
(a–c) Kristal NH4HCO3 menempel pada dinding siku yang menahan RB di tepi alat distilasi pada suhu ruangan (15 °C). Siku diisolasi secara termal dan menunjukkan gradien suhu optimum untuk kristalisasi .
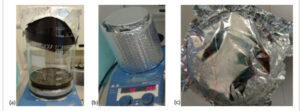
Kondisi pasteurisasi pada 70 °C dalam pabrik pencernaan anaerobik (AD) disimulasikan dengan gelas kimia 2 L yang dipanaskan dari bawah dan dengan dinding yang diisolasi secara termal dengan busa aluminium gelembung reflektif ganda. Jaring serat kaca ditempatkan di bagian atas gelas kimia untuk mendorong kristalisasi NH 4 HCO 3 . Ini adalah pendekatan untuk menemukan sinergi untuk sintesis NH 4 HCO 3 di pabrik AD, dengan biaya investasi modal dan operasional minimum, dan tanpa mengubah infrastruktur yang ada. Seperti yang diharapkan untuk sterilisasi AWD, untuk melihat kristal NH 4 HCO 3 pendinginan berikutnya pada 3 °C dari kondensat dalam tutup aluminium foil dan penambahan aseton diperlukan (Gbr. 16 ).
Gambar 16
Buka di penampil gambar
Presentasi PowerPoint
(a, b) Emulasi tangki pasteurisasi dengan gelas kimia 2 L dan 200 mL digestate agrowaste (AWD), dengan penutup apung dari aluminium foil dan dinding yang diisolasi dengan busa aluminium gelembung reflektif ganda. (c) Kristal NH4HCO3 diisolasi dalam penutup apung bejana pasteurisasi pada suhu 70 °C. Lingkaran merah lebih baik mengidentifikasi kristal yang diendapkan dengan pendinginan pada suhu 3 °C dan penambahan aseton untuk meningkatkan supersaturasi.
Desain sistem yang lebih maju untuk pemanenan kristal NH4HCO3 secara berkala bergantung pada modifikasi pengaturan distilasi klasik yang ditunjukkan pada Gambar 10(b) , dan mempertimbangkan suhu 70 °C dan waktu tinggal 1 jam untuk digestat anaerobik dalam tangki pasteurisasi. 38 Untuk menerapkan strategi baru ini, termometer tidak direndam dalam digestat anaerobik, seperti pada Gambar 10(b) , tetapi diperkenalkan secara signifikan di ruang kepala sistem distilasi yang dioperasikan pada 70 °C dengan semua dinding terisolasi secara termal. Dengan cara ini, termometer mewakili permukaan pendingin tempat kondensat dapat ditempelkan dan NH4HCO3 dapat dikristalkan tanpa perlu menambahkan aseton (Moure Abelenda, https://youtu.be/C2PfTHEDVf0 ) . Untuk meningkatkan kristalisasi dan isolasi NH4HCO3 dari digestat anaerobik, dapat dikembangkan sistem penyerapan yang digabungkan dengan distilasi, dengan cara yang sama seperti yang dilakukan Sari et al . 32 untuk pemisahan campuran etanol-air yang tidak ideal. Teknologi saringan molekuler ini dapat meningkatkan supersaturasi NH4HCO3 di lokasi sistem distilasi yang sesuai, untuk memanen kristal secara berkala .
Kesimpulan
Digestat anaerobik adalah bahan organik yang sangat termineralisasi dan penanganan serta penyimpanannya perlu dilakukan dengan hati-hati dan dalam kondisi khusus untuk menghindari emisi gas. Simulasi awal dengan Aspen Plus® v12 menentukan kelayakan pemisahan campuran CO 2 –NH 3 –H 2 O yang tidak ideal. Untuk mengambil data ini, diperlukan akses ke Aspen Plus® v12 atau versi yang lebih baru. Untuk melakukan percobaan, diperlukan akses ke kolom distilasi UPO3 dari Armfield Ltd, pengaturan distilasi batch klasik, dan digestat anaerobik dengan kandungan NH 4 + -N yang berbeda. Pekerjaan eksperimental dalam kolom distilasi UPO3 dilakukan untuk mengoptimalkan pemisahan campuran etanol–air. Ini menyiratkan variabel penyetelan seperti laju didih, daya pemanas, rasio refluks dan efisiensi pemisahan, dan berfungsi sebagai contoh untuk mengoptimalkan pemisahan campuran non-ideal CO 2 –NH 3 –H 2 O. Pekerjaan eksperimental dengan pengaturan distilasi batch konvensional memungkinkan penilaian kelayakan pemisahan NH 4 HCO 3 dari digestate anaerobik. Bukti empiris dikumpulkan tentang bagaimana pemisahan NH 4 HCO 3 dari digestate anaerobik dapat dicapai, dengan menyetel variabel tambahan seperti laju pengadukan, dosis antibusa, cakupan isolasi dan jenis sistem pemanenan. Data ini membenarkan perbedaan dalam desain sistem dan operasi tergantung pada jenis digestate yang diproses dan infrastruktur yang ada di pabrik AD tempat bubur organik ini dihasilkan.

